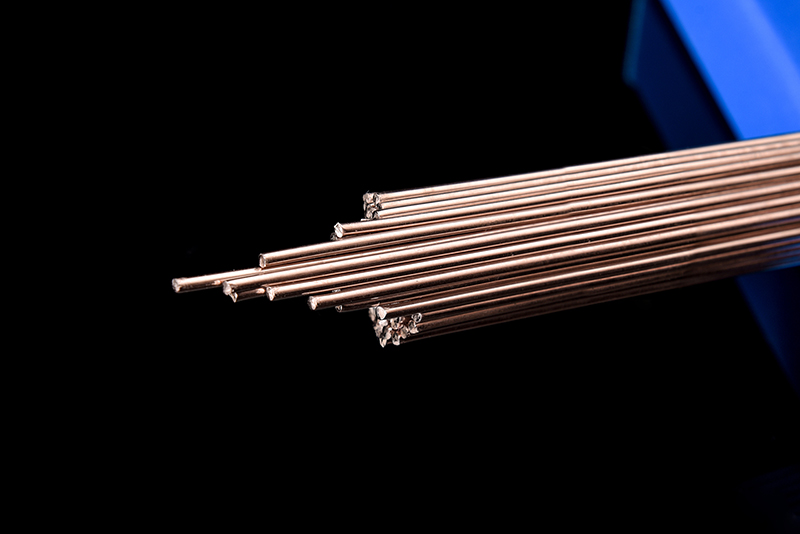
铜基钎料脱渣易,铜基钎料成分中的电解锰:加入可起到脱硫、脱氧的作用,还可以向焊缝过渡锰元素,提高焊缝强度。根据熔敷金属成分要求,加入比例为8-12g。相背接头两焊缝的起头相接,要求先焊缝的起头略低些,后焊的焊缝必须在前条焊缝始端稍前处起弧,然后稍拉长电弧将电弧逐渐引向前条焊缝的始端,并覆盖前焊缝的端头,待焊平后,再向焊接方向移动。此外,手工电弧焊时,由于电流对焊芯的预热作用,而使其熔化速度增大,所以焊接终了的熔化速度比焊接开始的熔化速度大,这种现象随电流密度的增大和焊条金属电阻越大,以及加热持续时间越长,则焊条熔化的不均匀程度也就越大。因此,把焊条的熔化速度分为平均熔化速度和瞬时熔化速度。
当焊接中碳钢(C=0.25%~0.60%)和高碳钢(C)0.60%的时候,应选用低杂质含量,选用碱性氢焊条和一定脱硫能力。在某些情况下,可以使用钛铁矿或钛电极,但也有严格的工艺措施。中等碳钢焊接,由于高碳钢,焊接裂纹往往增加,可以选择低氢型焊条或焊缝金属具有较高的塑料、韧度,而且在大多数情况下需要预热温和的冷处理。在高碳钢焊接中,必须采取严格的预热和后热措施,以防止焊接裂纹。机械行业零件的加工使用焊接工艺,焊接电极是焊接的常用工具。今天,公司正在讨论不锈钢电极焊接不锈钢板。不锈钢复合钢板的焊接与单一材料的焊接是不同的。首先焊接顺序应先焊接。焊接工作对焊接裂纹非常重要,焊接裂纹在碳钢焊缝稀释问题中存在。由于稀释效应,降低高铬镍不锈钢焊缝打击内容做隔离层填充材料的不锈钢焊条,焊接参数是正常的,可以焊接双相组织,在稀释率小于30%的时间,不足以产生**马氏体结构。这篇文章来自百度。在铜基焊料中,Rutile的作用主要是稳定的弧,渣化,可以调整渣熔点,粘度,表面张力和流动性,改善焊缝,减少溅水。加入20_25g的rutile,在焊接成形和弧稳定性方面起关键作用。
对铜基焊料的熔敷效率和稳定电弧的提高也有一定的效果。纯碱用于改善铜基焊料的压力涂层性能,数量为7-10g。根据技术可以分为不同的焊接方法和破碎的电弧焊方法两种电弧焊方法:即使是电弧焊方法使用小的焊接电流和电极的直径越小,在焊接的过程中,电弧连续和稳定的燃烧,槽内较小的间隙均匀向前挥拍,形成一个统一的焊接方法的焊接装配。甚至弧焊的应用方法和破碎的电弧焊方法,焊条电弧焊单面焊打底焊道双面成形过程操作方法简单甚至弧焊方法主要用于各种碱性焊条焊接的位置和酸性焊条在垂直和开销。电极有很多种类型。电极在焊接时起到电极的作用。电极使用的多样性,垂直是指自顶向下或自底向上的焊接,垂直焊接操作比平焊操作更困难,在重力的作用下,冷凝的电极和金属熔池的凝结成滴,使焊缝坚硬、焊接、平整、美观。


 豫公网安备 41070402000193号
豫公网安备 41070402000193号